

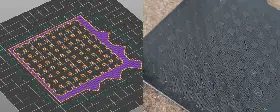
I came across a really clever idea today for minimizing warping on a large flat surface. The modeller made the first two layers into a series of bridges, which seems to let the plastic shrink and stretch a bit, also preventing some possible blobbing.
At least I assume that’s what’s going on here. I’ve never seen it before, but it printed great without curling or warping.
I’ve also picked up some looser ideas. Things like:
- Adding a 0.02 tolerance to interlocking part will help parts fit together. Adding small chamfers to edges will also help
- 3 shells helps give a nice, smooth surface
- Orienting parts on the bed so that layers are perpendicular to stress can prevents layers from delaminating in functional parts
- Orienting parts such that fine details are vertical will help things look prettier
- Add slight chamfers on the underside of overhangs can help minimize or even eliminate the need for supports
- Create inset holes with this method to eliminate the need for supports. This also works with other shapes
What other modelling tricks have you seen?
For tall prints on a moving bed, orient the part so that the longest surface dimension is parallel with the bed movement.
This makes it less likely to come loose due to inertia.

When modelling, keeping all features of size larger than 3x your nozzle size, and adding fillets of 1-1.5x nozzle size to all sharp corners, really helps the slicer create clean edges. Modelling carelessly and letting features chamfer/fillet down to zero thickness geometry doesn’t always translate to the slicer well.
Warpage/peeling from the bed is usually an adhesive, temp setting, or environment problem more than anything.
Oh boy, I keep a page just for this!.
I need to update it (for example, Arachne perimeters in PrusaSlicer now let you print extra thin perimeters), but it’s useful to have a reference for common tolerances/dimensions like screw holes.
But a couple of my little additional pet peeves:
- Don’t put fillets on the underside of prints (against the bed). The nearly-flat angle always droops and looks bad. Use a chamfer instead, or make a fillet that actually starts at 30° from horizontal.
- The weakest direction is between layers. Design your part such that you can print it in an orientation where the thin/weak parts aren’t printed where the layer lines can snap (eg, print it flat vs vertical)
- Just like the straight lines inside screw head holes, thinking ahead in your design can prevent/minimize the need for support material. The earlier you start thinking about this in you design, the easier it will be. For example, can a part be designed with a 30° slope on an underside instead of being flat? Can you think about your print orientation early in the design process to avoid overhangs?
- Chamfer of fillet inside corners, if it’s a structural part. This will greatly reduce stress concentrations.
Personally, I don’t use 3 perimeters on most of my prints. On my prusa, they look totally fine with 2 perimeters. I only switch to 3 if I need the strength (which also almost always means I’m printing in PETG, rather than PLA, FWIW).

Here is an alternative Piped link(s): https://piped.video/KBuWcT8XkhA
Piped is a privacy-respecting open-source alternative frontend to YouTube.
I’m open-source, check me out at GitHub.



{kind=link}
{kind=link}